
Equipment initially developed for the pharmaceutical market, such as high-performance capsule fillers, offer key benefits to producers — both large and small — dietary supplements.
This article presents two cases studies that examine capsule-filling solutions for probiotic supplements.

IMA Active approaches each project, from the very beginning, by involving the customer to get a clear picture of the product and its characteristics, the bottom-line objectives and any of the factors that will impact the overall process from development to installation.
One of the first steps takes place in the analytical laboratory to ascertain the physical characteristics of the product. This is vital and requires both certified equipment and experienced staff to pinpoint any issues that need to be addressed before defining the ultimate solution.
IMA Active has been designing capsule filling solutions since the 1960s. Today’s broad range of equipment is based on a rotary bowl in which the powder height can be set and a dosing unit with a dosator chamber; the volumes of the chamber can be easily adjusted and equipped with compression capabilities. Output rates of up to 200,000 capsules/hour can be achieved.
Laboratory analyses are fundamental
Always keeping product quality, processing performance and efficiency in mind — and in compliance with the methods and recommendations set out in the United States Pharmacopoeia (USP) and/or the European Pharmacopoeia (Ph. Eur.) — IMA Active’s laboratory staff use certified instruments to examine three key powder attributes: density, moisture and particle size.
Once these data have been documented, they are used to ascertain key factors that might impact processing performance and will elucidate how to achieve — or even improve — the customer-set targets.
These are flowability, measured using the Carr Index, stickiness, fluffiness and the product’s susceptibility to compression.
Case study one: probiotic supplement/size 3 capsule
The first case study deals with a probiotic product whose formulation contains a mixture of Bifidobacteria and Lactobacilli strains (approx. 40%), a prebiotic (approx. 60%) and a negligible quantity of excipients.
These micro-organisms make a vital contribution to ensuring that the intestinal microbiota is balanced and healthy, thereby benefiting the immune system and the recipient’s metabolism.
The dosator technology, along with gentle precompaction of the product with the aspiration bowl, is much valued when formulating probiotic products: it helps to convey the product from the bowl to the capsule body with minimal stress or risk of overheating.
As a result, the percentage of live bacteria in the capsule is much higher when compared with other capsule filling technologies.
A significant number of probiotic supplements are administered in size 3 capsules and more than 50% of the tests conducted by IMA for this category were done using this capsule format. Laboratory analyses provided the following data (Figure 1).
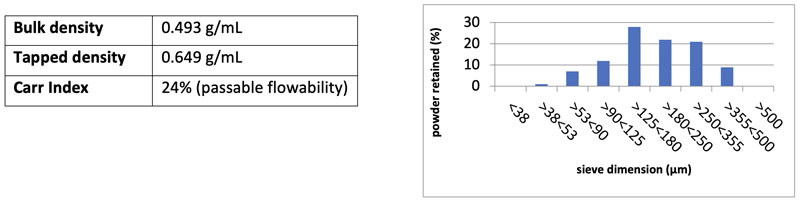
Figure 1: Analytical data for the probiotic/size 3 capsule project
Particle size analysis shows that the main fraction (28%) lies between 125 and 180 µm.
The results of the particle size distribution analysis (done using sieves and the methodology described in the USP) showed significant heterogeneity: 83% of the particles fall within the following size range: 90–355 µm with an average particle diameter of 210 µm.
The moisture content of the powder, measured with gentle drying to 105 °C, was established at 2.31 %M.
The customer stated that they were aiming to achieve size 3 capsules containing 80 mg net weight of product; the tolerance for an individual sample was set at <5% of the average gross weight.
Outcome
Implementing a powder layer height of 30 mm in the standard rotary bowl without needing to apply compression inside the dosators, the capsule filling machine was able to reach the customer-set targets while operating at full processing capacity (Table I).
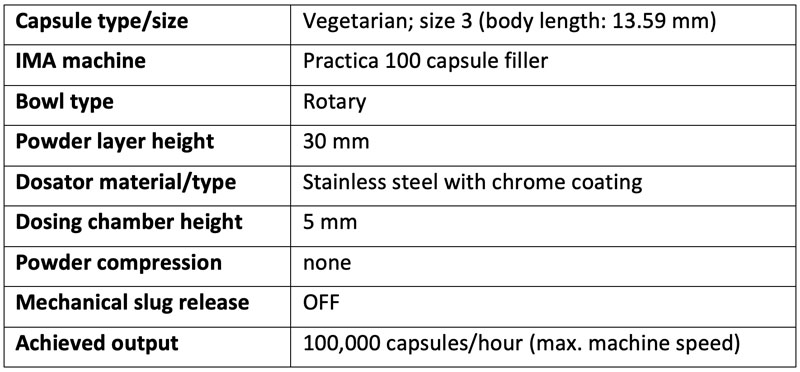
Table I: Processing parameters for the probiotic/size 3 capsule project
Conclusion
Using standard equipment and without the need to apply compression within the dosator, IMA provided a functional solution to achieve the net target weight of 80 mg. The machine’s base plate was barely soiled during full-scale production as the dosed powder never exceeds the rim of the capsule body.
Case Study two: probiotic supplement/size 0 capsule
The second case study involves a formulation containing a mixture of lyophilised milk enzymes and the probiotic strain Saccharomyces boulardii (approx. 70%), an inulin prebiotic (approx. 30%) and a modest amount of lubricant.
Yeasts such as S. boulardii help people to stay healthy by defending against external pathogens as well as ensuring correct nutrient absorption for more energy. To assess both density and flowability, the powder underwent testing on laboratory equipment (Figure 2).
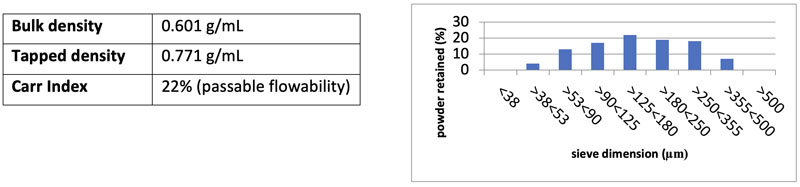
Figure 2: Analytical data for the probiotic/size 0 capsule project
The particle size distribution was measured using certified sieves. The resulting Gaussian distribution shows that the main fraction (22%) lies between 125 and 180 µm.
Such a wide and heterogeneous distribution — from 38 to more than 355 µm — is an issue that could potentially compromise capsule filling performance. The average particle diameter obtained was found to be 188 µm.
The moisture content of the powder (2.93 %M) was determined using the loss-on-drying (105 °C) method. The customer set an ambitious target of 500 mg net weight per capsule, using size 0 capsules, with the tolerance for an individual sample set at <5% of the average gross weight.
Outcome
Considering the bulk density (0.601 mg/L) of this probiotic powder and its passable flowability (22%), the target set by the customer (500 mg) appeared to be ambitious; the expected net weight of the capsule content was no more than 408 mg.
However, the solution provided achieved the desired outcome and enabled an output rate of 90,000 capsules/hour to be achieved (Table II).
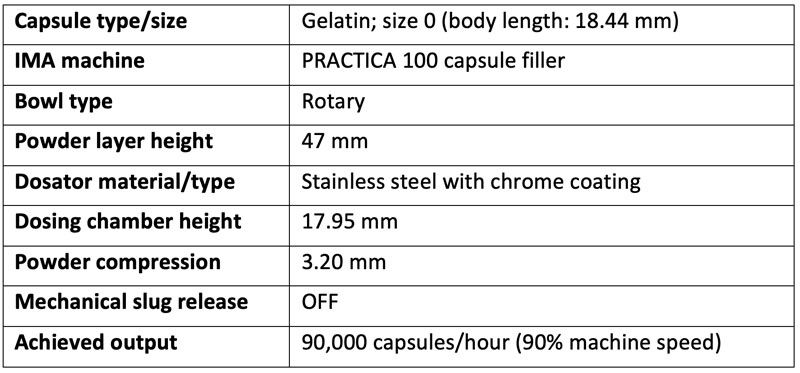
Table II: Processing parameters for the probiotic/size 0 capsule project
Conclusion
Without the need to implement any specific optional features on the Adapta 100 capsule filling machine, the project accomplished all targets in terms of performance, efficiency and product quality.
A 47 mm powder layer in the rotary bowl, kept constant with appropriate sensor technology, a dosing chamber height of just under 18 mm and a modest compression of 3.2 mm made it possible to fill the capsules with a body height of 18.44 mm, thereby limiting powder spillage inside the machine.
Supporting the global nutraceutical industry with capsule-filling solutions
With more than 6000 capsule fillers installed worldwide, IMA has the wealth of experience that the industry needs to evolve and exploit the latest technologies.
Having developed a technology that incorporates an alternating motion, which can be complemented when necessary with optional features and technologies, the machines can be adapted to accommodate a wide variety of nutraceutical products.
These machines are also extremely versatile and can be designed to handle different batches with minimal maintenance between one production run and the next.
None of this is easily accomplished on machines using the tamping pin technology, which require time-consuming cleaning and tool-changing sessions between campaigns.
Our current range of capsule filling machines is based on technologies pioneered by IMA and inspired by of the close relationships we’ve built with an array of customers during the years.
In a market that is experiencing significant growth, responding to increasing demand and wherein product quality is as important to producers as the volumes sold, IMA Active ensures both filling precision and consistency.
Production flexibility and efficiency also help to reduce the cost per capsule and enable the industry to keep pace with the demand.
![[EXCLUSIVE] White paper exploring accuracy, productivity and cleanliness in nutraceutical capsule filling](/exclusive-white-paper-exploring-accuracy-productivity-2-thumbnail.webp)





